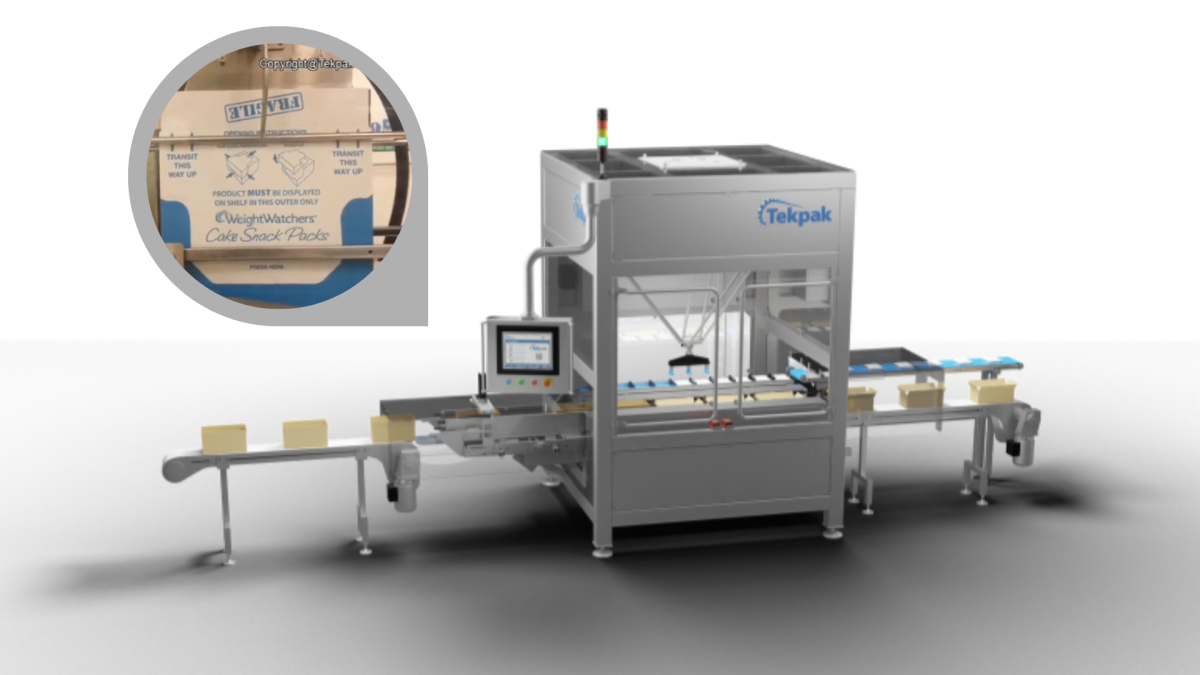
Tekpak’s Wrap Around Case Packer for Flexible Pouches provides a compact, high-efficiency solution for packaging flexible pouches across various industries such as food and personal care. The system handles the challenges of varying pouch sizes and materials, ensuring precise product positioning, space efficiency, and high-speed operation.
This all-in-one system integrates case erecting, loading, and closing, optimizing floor space and production efficiency. Using a 2-axis Delta Robot and servo-controlled pocket collator, the system places pouches precisely while applying controlled pressure to protect product integrity. It’s compatible with various packaging formats, including trays, two-piece trays with lids, and wrap around shelf-ready cases.
The hot-melt glue application ensures secure seals, while the HMI interface simplifies format selection. With fast and easy mechanical size changes, Tekpak’s system is designed for high throughput, reducing floor space usage, minimizing packaging materials, and boosting productivity. This solution is ideal for manufacturers seeking to improve efficiency and reduce costs while maintaining the integrity of flexible pouches.